Part of Lesjöfors

U vratových pružin Alcomex využívá SH nebo DH (statické nebo dynamické zatížení) vlastnosti v souladu s normou EN 10270-1, ačkoli hodnoty stanovené v normě EN 10270-1 jsou nižší. Norma EN 10270-1/2/3 rozlišuje tři různé kategorie oceli:
Skupina 1: druhy oceli podle užití a mechanických nebo fyzikálních vlastností.
Skupina 2: druhy oceli podle chemického složení.
Skupina 3: materiály odolné vůči korozi (RVS)

U průmyslových pružin dosahujeme standardně dále uvedených vlastností drátu v nejběžnějších tloušťkách:
| Materiál | Aktivní složka | Běžný tepelný rozsah |
|---|---|---|
| Uhlíková ocel (C75, C85, C100) | 1.1200 / 1.1248 / 1.1269 / 1.1274 | [Od -40°C do +120°C] |
| Inox (301, 316, 17-7 PH) | 1.4310 / 1.4401 / 1.4568 | [Od -150°C tot +250°C] |
| Inconel (X750, 718, 625, 600) | 2.4669 / 2.4668 / 2.4856 / 2.4816 | [Od -200°C tot +550°C] |
| Hastelloy (C4, C276) | 2.4610 / 2.4819 | [Od -100°C tot +500°C] |
| MP35N | Body implantable | [Od -200°C tot +320°C] |
| Berylliová měď | 2.1247 | [Od -190°C tot +160°C] |
| Fosforový bronz | 2.1020 | [Od -190°C tot +80°C] |
| Mosaz | 2.0321 | [Od -190°C tot +120°C] |
Během analýzy použití se rozhoduje, jaká pružina bude použita. Může se stát, že pracovní prostředí pružiny bude tak korozivní, že některé materiály by se prostě „rozpustily”.
Často lze drát/pružinu uzpůsobit pro použití v určitém prostředí povrchovou úpravou, která je alternativou drahému materiálu. Nejčastěji používanými povrchovými úpravami jsou: galvanizace, fosfátování, niklování, chromování, práškový nástřik, cínování a stříbření/zlacení. Všechny tyto povrchové úpravy dodávají pružinám specifické vlastnosti a prodlužují jejich životnost, aniž by negativně ovlivňovaly jejich mechanické vlastnosti.
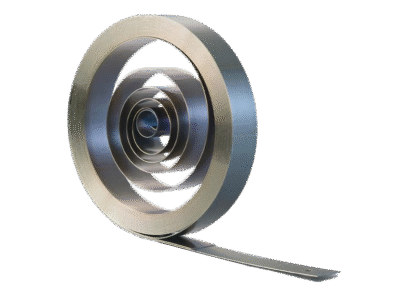
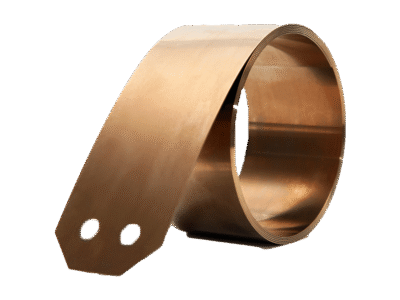
Maximální sílu spirálové pružiny určuje především tloušťka (a s tím související pevnost v tahu) drátu a průměr závitů. Velikost maximálního zdvihu a související pružinová konstanta může být ovlivněna zvýšením, případně snížením počtu závitů.
Pružinová konstanta: c=∆F/∆f=(G * d^4)/(8 * Dm^3* n)
Síla pružiny: F=c*f=(G * d^4* f)/(8 * Dm^3* n)
Použití jiného materiálu u aplikací, u nichž jsou rozhodující náklady, je často příliš nákladné, částečně proto, že dostupnost „exotičtějších“ materiálů ve formě drátu nebo pásové oceli je omezená. Protože koroze má negativní dopad na tloušťku drátu (a tedy i funkci pružiny), je dobrá znalost pracovního prostředí pružiny a nejrůznějších povrchových úprav nezbytným předpokladem pro výrobu pružin na míru.
Povrchová úprava má svá rizika, a pokud není provedena dobře, může vést ke křehnutí materiálu. Tento jev se nazývá vodíkové křehnutí a dochází k němu všude, kde na povrchu oceli může vznikat vodík. Vodíkové křehnutí způsobuje, že ocel praská již při mnohem nižší pevnosti v tahu, než je obvyklé, navzdory skutečnosti, že ve standardních testech životnosti ocel vykazuje normální trvanlivost. K vodíkovému křehnutí může docházet i tam, kde jsou pružiny vystaveny: neoxidujícím kyselinám nebo katodickému čištění a nástřiku. Na to jsou citlivé pružiny z pásoviny kalené po tvarování.
Riziko křehnutí klesá při nižší pevnosti v tahu a tvrdosti. Obecně platí, že křehnutí nevzniká u oceli o pevnosti v tahu < 1000 N/mm ² nebo tvrdosti < 30 Vickers. Většinu vodíku lze odstranit dodatečným tepelným zpracováním (kontinuální ohřev). Teplota a délka tepelného zpracování závisí na tloušťce materiálu:
Tloušťka materiálu < 3 mm 170°C – 180°C 5 hodin
Tloušťka materiálu < 12 mm 190°C – 210°C 4 hodin
Provádění povrchové úpravy je málokdy bezrizikové. Alcomex tyto úkony provádí vždy po konzultaci se specialisty, tak aby byla zaručena kvalita námi vyrobených pružin a pružinových systémů.